 kr
kr
풍력 터빈 발전기 하우징 및 프레임 가이드
풍력발전기 하우징의 구조적 역할
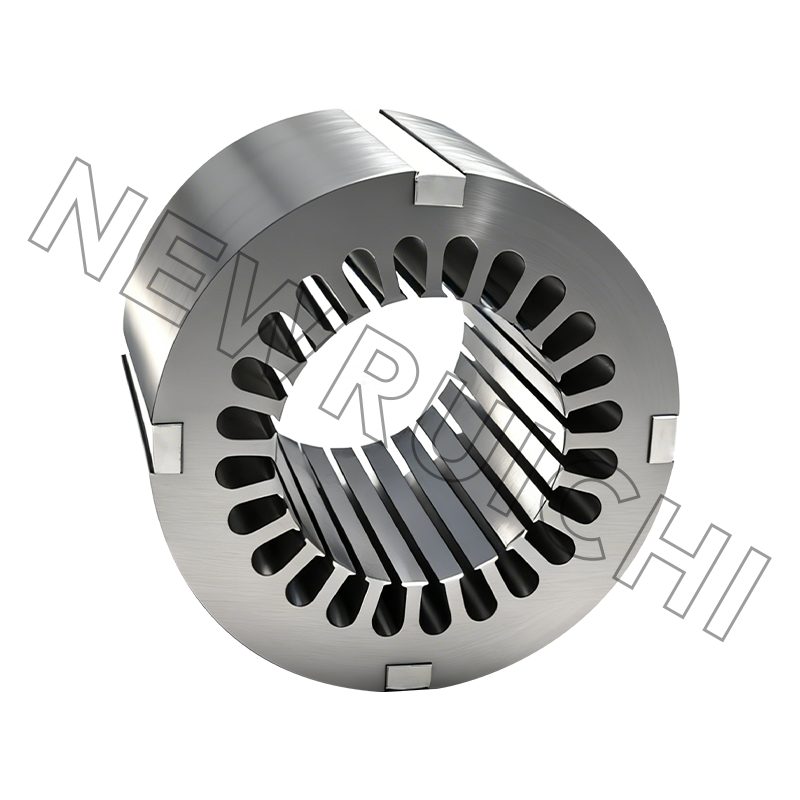
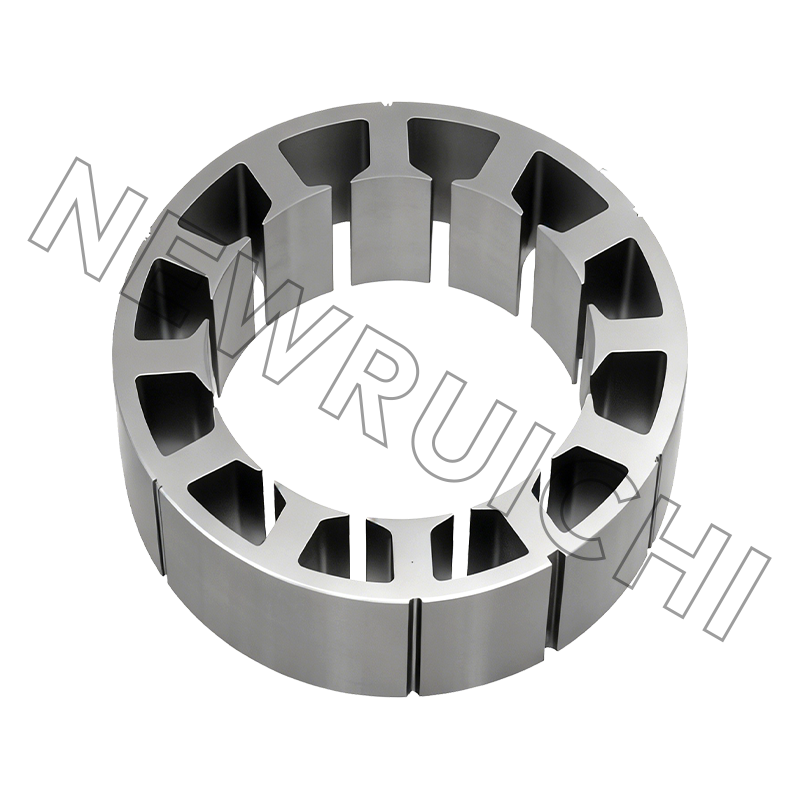
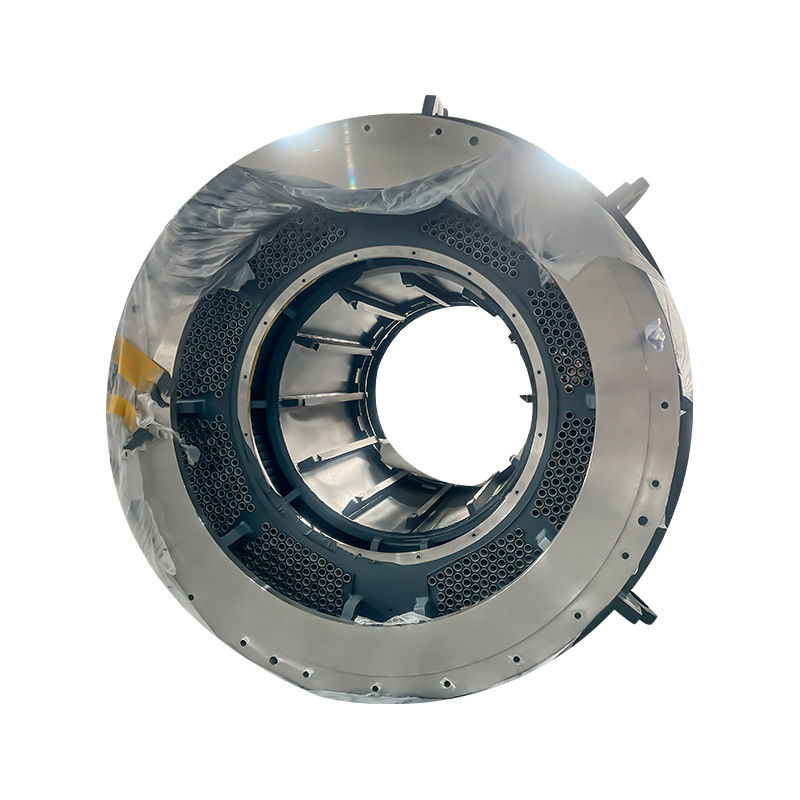
는 풍력 터빈 발전기 하우징 풍력 터빈 발전기 프레임 또는 발전기 베이스라고도 불리는 이 부품은 나셀 내부 타워 상단에 위치한 풍력 발전 장치의 중요한 핵심 구성 요소입니다. 그 기능은 단순한 인클로저 그 이상으로 확장됩니다. 발전기 하우징은 발전기와 더 넓은 나셀 구조 사이의 주요 하중 지지 인터페이스를 형성하며, 뒤쪽에 있는 발전기의 전체 중량을 지지하는 동시에 앞쪽의 메인 프레임에 연결됩니다. 이 위치에서는 효율적인 발전에 필요한 정확한 치수 관계를 유지하면서 정적 중력 하중, 동적 작동 토크, 바람으로 인한 굽힘 모멘트 및 구동계를 통해 전달되는 진동을 동시에 관리해야 합니다.
는 importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
발전기 프레임에 작용하는 부하 조건
는 풍력 터빈 발전기 프레임 산업용 장비 중 기계적으로 가장 까다로운 환경 중 하나에서 작동합니다. 하중이 주로 정적이고 예측 가능한 고정식 산업 기계와 달리, 풍력 터빈 발전기 하우징은 바람 조건, 터빈 작동 상태 및 요 위치에 따라 크기와 방향이 지속적으로 변하는 연속적인 동적 하중 스펙트럼을 견뎌야 합니다. 발전기 프레임 설계가 단순한 제작 작업이 아닌 정교한 구조 엔지니어링 과제인 이유를 이해하려면 이러한 부하 범주를 이해하는 것이 필수적입니다.
- 중력 하중 — 발전기 자체 중량(터빈 정격에 따라 일반적으로 15~80톤)은 발전기 프레임의 장착 인터페이스에 지속적인 하향 힘으로 작용합니다. 더 큰 멀티 메가와트 터빈에서는 이 정적 부하만으로도 대부분의 산업 환경에서 과도하게 엔지니어링된 것으로 간주되는 프레임 단면과 재료 사양이 필요합니다.
- 작동 토크 — 발전기 전자기 제동의 반응 토크(전력이 추출될 때 로터 회전에 저항하는 힘)가 풍력 터빈 발전기 하우징으로 직접 전달됩니다. 이 토크는 멀티 메가와트 기계에서 수백 킬로뉴턴 미터에 도달할 수 있으며 그리드 결함이 발생하는 동안 방향을 바꿔 터빈의 작동 수명 전반에 걸쳐 프레임 구조에 주기적 비틀림 응력을 가합니다.
- 바람에 의한 굽힘 모멘트 — 로터의 추력은 메인 샤프트와 기어박스를 통해 발전기 프레임으로 전파되는 굽힘 모멘트를 생성합니다. 폭풍우 생존 하중, 비상 정지 등 극한의 바람 조건에서 이러한 순간은 최고 값에 도달하며 정렬을 손상시키는 영구 변형 없이 프레임에 의해 흡수되어야 합니다.
- 진동 및 피로 하중 — 로터 불균형, 블레이드 통과 주파수 여기, 기어 메시 고조파 및 발전기 전자기 토크 리플은 모두 고유한 주파수에서 진동 부하를 생성합니다. 풍력 터빈 발전기 프레임은 이러한 여기 주파수에서 공진을 방지할 수 있을 만큼 충분한 강성과 20년의 서비스 수명 동안 누적된 수십억 번의 부하 사이클을 견딜 수 있을 만큼 충분한 피로 저항을 갖도록 설계되어야 합니다.
- 는rmal loads — 발전기 손실로 인해 가열되는 발전기 하우징 내부와 외부 엔진실 환경 사이의 온도 차이로 인해 장착 인터페이스를 손상시키는 방식으로 발전기의 열 성장을 제한하거나 오정렬을 유발하지 않고 수용해야 하는 열 팽창 차등이 발생합니다.
설계 차이점: 기어형 및 직접 구동 터빈 구성
는 mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
기어드 터빈 발전기 프레임
기존의 기어식 풍력 터빈에서 저속 주축은 상대적으로 소형 고속 발전기를 구동하기 전에 회전 속도를 높이는 기어박스에 연결됩니다. 이 구성의 풍력 터빈 발전기 프레임은 기어박스 출력 샤프트와 발전기 입력 샤프트 사이의 정확한 정렬을 보장해야 합니다. 이는 일반적으로 유연한 커플링을 통해 달성되지만 여전히 모든 작동 부하 조건에서 두 샤프트 중심선이 엄격한 각도 및 평행 오정렬 제한 내에 유지되어야 합니다. 프레임의 구조 설계는 발전기 무게, 토크 반력 및 동적 부하로 인한 편향에도 불구하고 이러한 정렬을 유지해야 하며, 전체 부하 범위에 걸쳐 편향 규정 준수를 확인하기 위해 설계 단계에서 세심한 유한 요소 분석이 필요합니다.
직접 구동 터빈 발전기 프레임
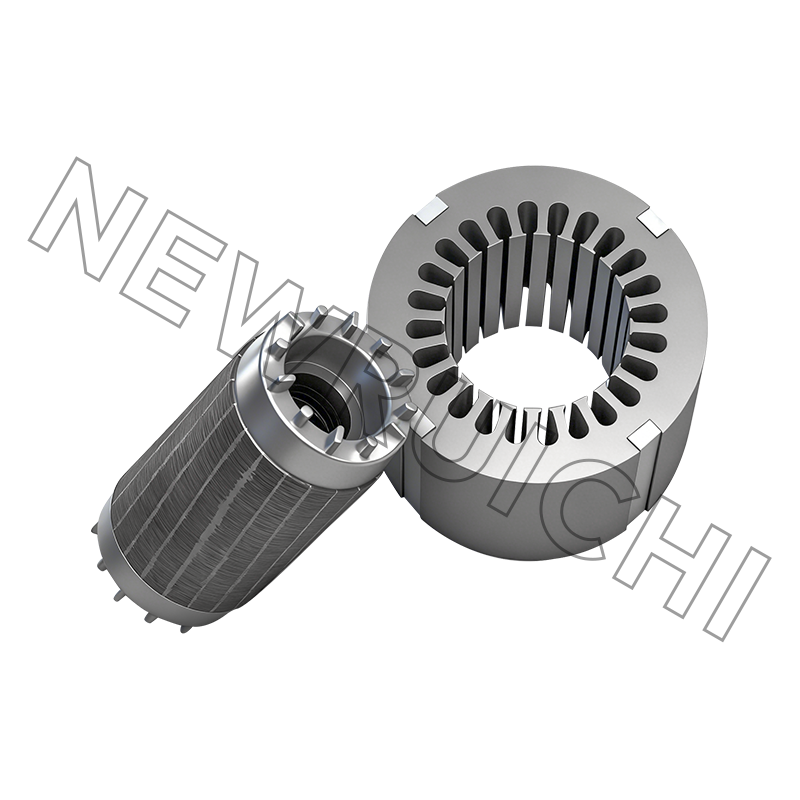
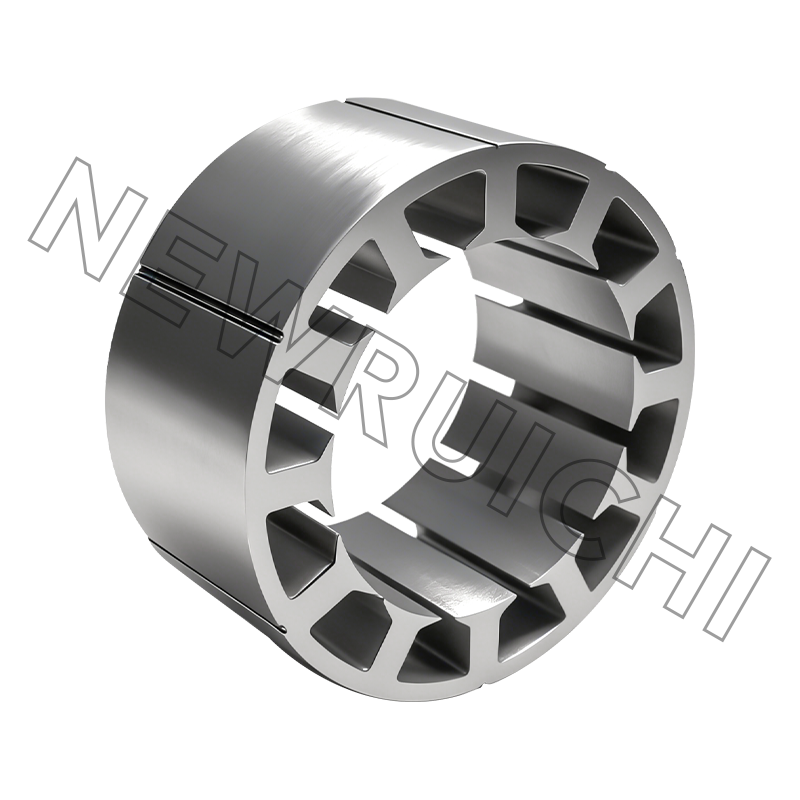
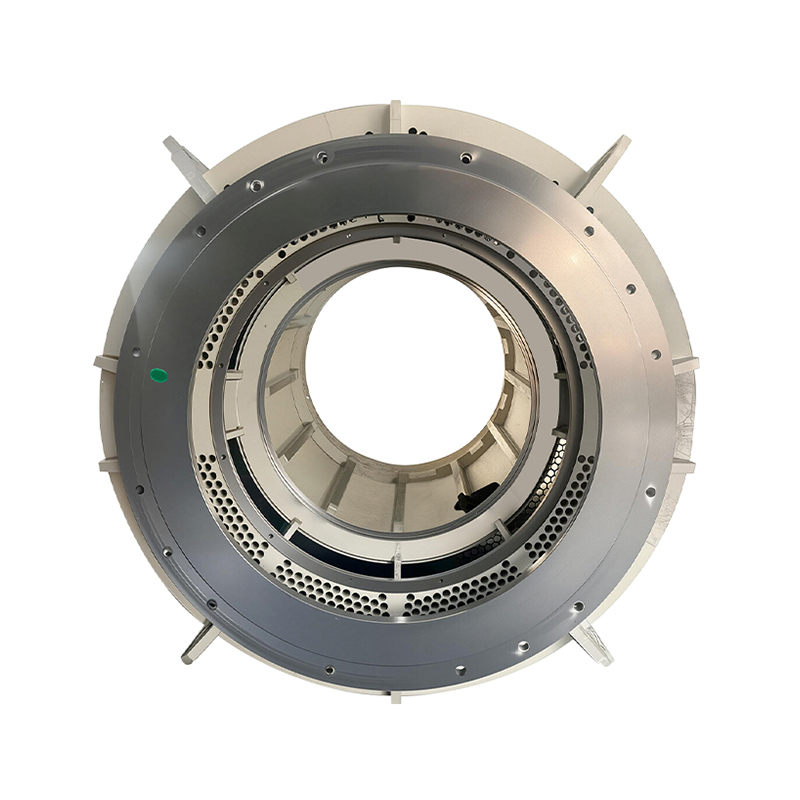
직접 구동 풍력 터빈은 로터 허브가 대구경 저속 발전기에 직접 연결되어 기어박스를 완전히 제거합니다. 직접 구동 구성의 풍력 터빈 발전기 프레임은 훨씬 더 중요한 구조적 역할을 담당합니다. 즉, 전자기 효율에 필수적인 회전자와 고정자 사이의 정확한 에어 갭 균일성을 유지하고 회전자-고정자 접촉을 피하면서 기어식 동급 발전기(종종 해양 다중 메가와트 기계의 경우 50~100톤)보다 훨씬 더 크고 무거운 발전기를 지원해야 합니다. 직접 구동 터빈의 구조 프레임은 종종 메인 베어링 하우징과 통합되어 로터 허브에서 타워 상단까지 연속적인 하중 경로를 형성하므로 전체 터빈에서 가장 복잡한 구조 주조 또는 제작물 중 하나가 됩니다.
발전기 하우징의 재료 및 제조 방법
는 material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
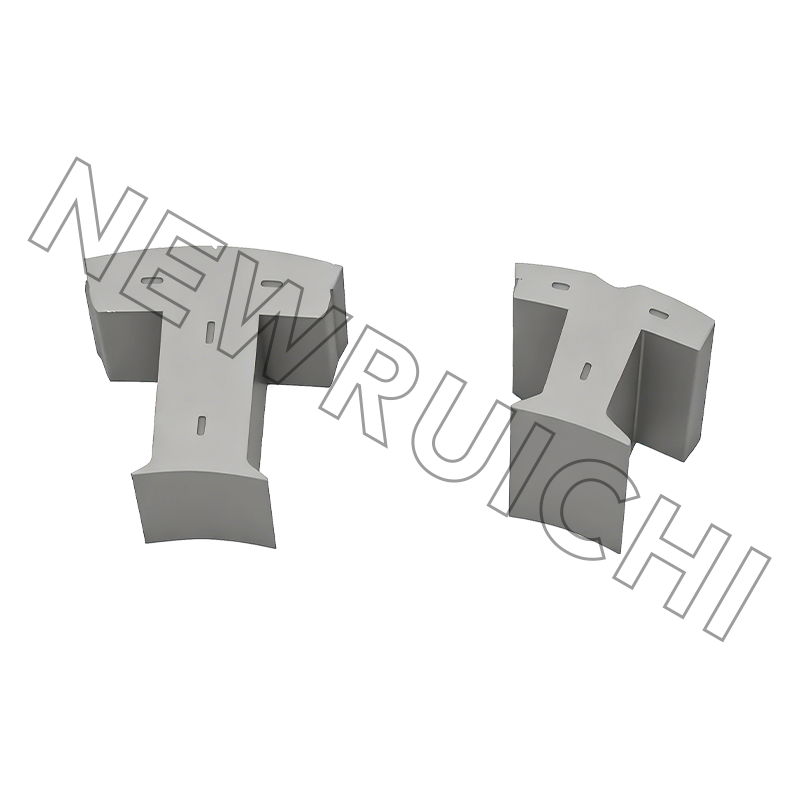
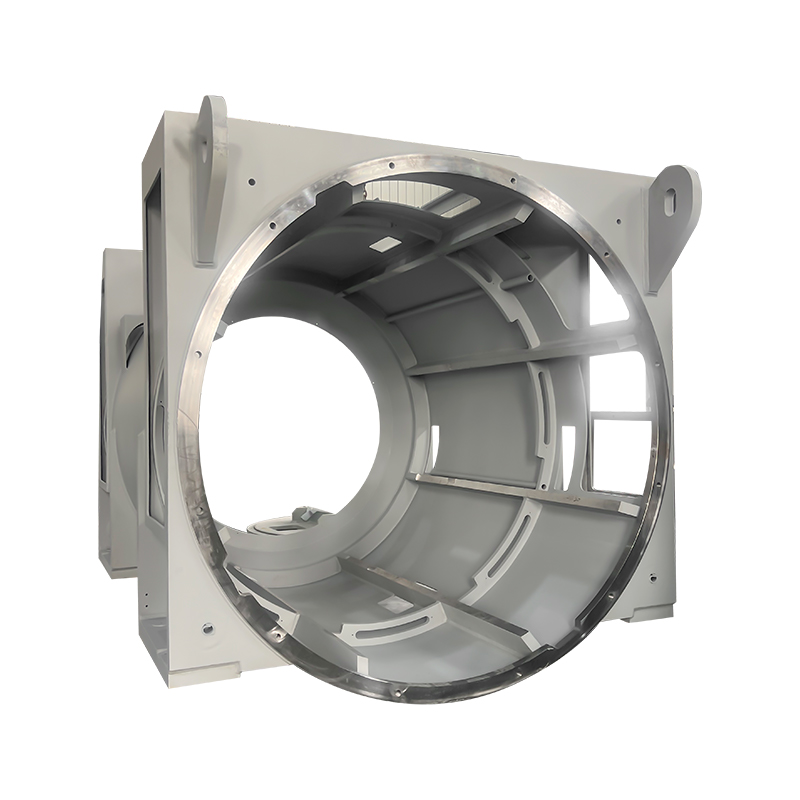
구조용 강철 가공 프레임
강철로 제작된 풍력 터빈 발전기 프레임은 판재 및 구조용 강철 단면으로 구성되며 프로파일에 맞게 절단되고 필요한 3차원 형상에 용접됩니다. 이 접근 방식은 설계 유연성을 제공합니다. 프레임 형상은 주조 타당성에 대한 제약 없이 세부적으로 최적화될 수 있으며 주조를 위한 툴링 투자가 정당화되지 않는 중소 규모 생산량에 적합합니다. 고강도 구조용 강종(일반적인 사양인 S355 및 S420)은 피로 하중 환경에 필요한 항복 강도와 인성을 제공합니다. 용접 품질은 제작된 프레임의 중요한 제조 변수입니다. 모든 구조용 용접은 최소한 EN ISO 5817 품질 수준 B를 충족해야 하며, 응력이 심한 위치에서 초음파 또는 방사선 검사를 통한 완전 용입 용접 검사를 받아야 합니다.
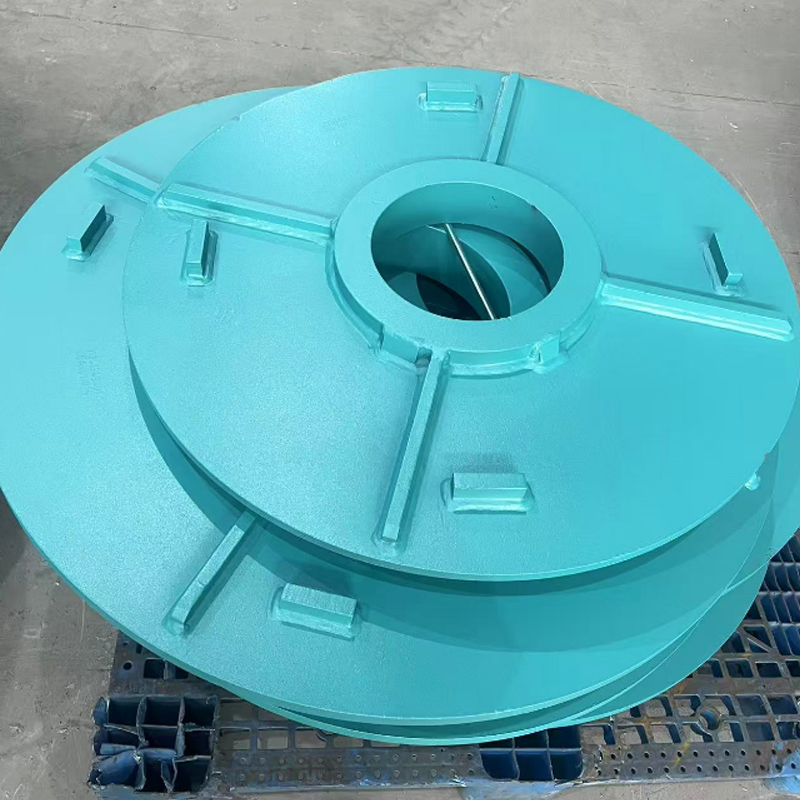
연성 철 주조 프레임
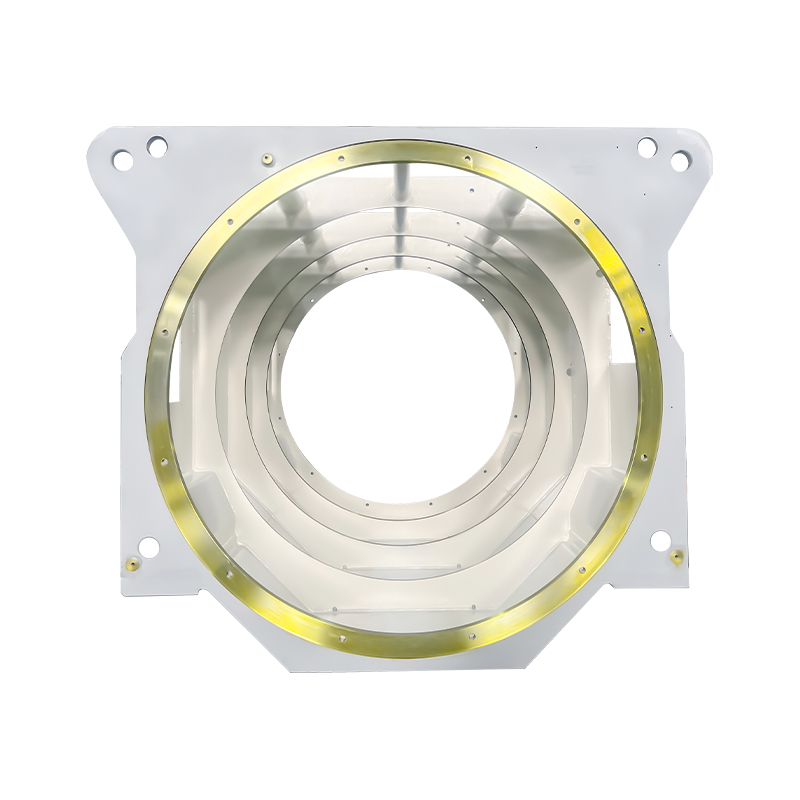
생산량이 더 많은 경우, 연성주철 주조는 제작된 구조에서는 달성하기 매우 어려운 리브, 보스 및 장착 패드가 통합된 풍력 터빈 발전기 프레임의 복잡한 3차원 형상을 생성하는 데 상당한 이점을 제공합니다. 추운 기후에 설치하기 위한 강도, 연성 및 저온 충격 저항의 조합으로 선택된 EN-GJS-400-18-LT 등급 연성철이 표준 재료 사양입니다. 주조 프레임은 모든 중요한 장착 인터페이스의 정밀 가공을 통해 최종 치수 정확성을 달성하며, 발전기 장착 패드 평탄도에 대한 공차는 일반적으로 전체 장착 공간에서 0.05mm 이내로 유지됩니다.
| 재산 | 강철 가공 프레임 | 연성 철 주조 프레임 |
| 기하학적 복잡성 | 보통 - 제작에 따라 제한됨 | 높음 - 복잡한 내부 기능 가능 |
| 툴링 투자 | 낮음 | 높음(패턴 및 핵심 툴링) |
| 볼륨 단위 비용 | 더 높음 | 낮음er |
| 리드타임 유연성 | 높음 - 패턴 리드 타임 없음 | 낮음er — foundry scheduling dependent |
| 디자인 수정 | 빠르고 저렴한 비용 | 느리고 비용이 많이 든다(패턴 재작업) |
정밀 정렬 요구 사항 및 가공 표준
는 wind turbine generator frame ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
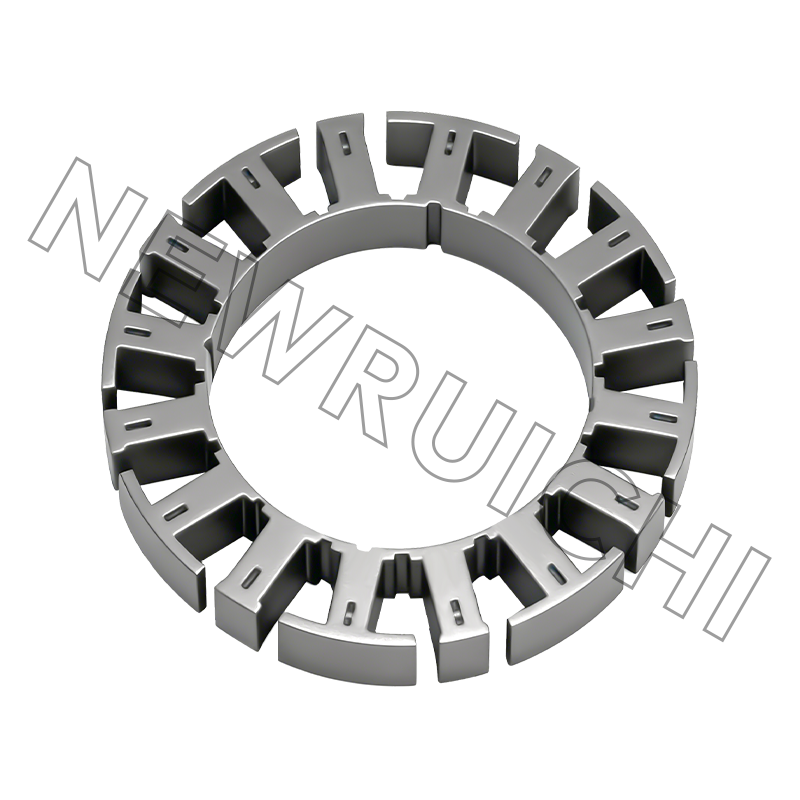
풍력 터빈 발전기 하우징의 중요한 기계 가공 기능에는 발전기 장착 패드 면(모든 장착 볼트에 균일한 부하 분산을 보장하기 위해 엄격한 평탄도 공차 내에서 동일 평면에 있어야 함)과 발전기를 드라이브트레인 중심선을 기준으로 동심원으로 배치하는 정렬 보어 또는 레지스터 기능이 포함됩니다. 정렬 기능의 위치 공차는 일반적으로 ±0.1mm ~ ±0.2mm 범위로 지정되며, 이는 단일 설정에서 전체 프레임 범위를 수용할 수 있는 대형 머시닝 센터를 사용하는 정밀 CNC 수평 보링 및 밀링 작업을 통해 달성됩니다. 모든 중요한 인터페이스의 단일 설정 가공은 작업 간 공작물의 위치 변경으로 인해 발생할 수 있는 누적 위치 오류를 제거하고 대형 발전기 프레임에서 필요한 형상 간 정확도를 달성하기 위한 유일하고 신뢰할 수 있는 방법으로 간주됩니다.
가혹한 환경을 위한 표면 보호 및 부식 방지
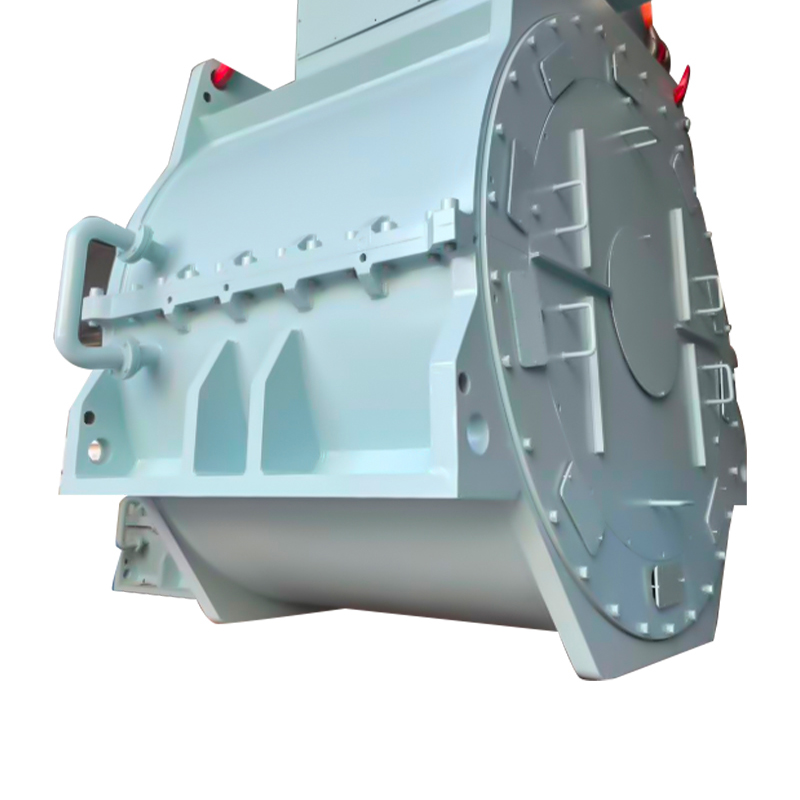
풍력 터빈은 산업 장비가 직면하는 가장 가혹한 부식 환경에서 작동합니다. 해상 설비는 지속적인 염수 분무와 높은 습도에 직면하고, 해안, 사막 및 추운 기후 지역의 육상 설비는 자체적인 부식 문제를 안고 있습니다. 풍력 터빈 발전기 하우징은 나셀 구성품의 대대적인 분해를 필요로 하는 코팅 유지 관리 없이 서비스 수명 내내 부식으로부터 보호되어야 합니다.
표준 육상 적용 분야의 발전기 프레임용 표면 보호 시스템은 일반적으로 에어리스 스프레이를 통해 최소 건조 도막 두께 60미크론에 적용되는 아연이 풍부한 프라이머, 이어서 에폭시 중간 코팅 및 폴리우레탄 탑코트로 구성되어 ISO 12944 부식성 카테고리 C3 또는 C4에 따라 전체 시스템 두께가 200~320미크론에 이릅니다. 해양 설치에는 C5-M 요구 사항을 충족하는 강화된 보호 시스템이 필요합니다. 접근할 수 없는 해양 나셀 구성 요소가 요구하는 25년간 유지 관리가 필요 없는 부식 방지 기능을 달성하려면 페인트 시스템 아래에 열 분사 아연 또는 알루미늄을 추가 장벽으로 통합하는 경우가 많습니다. 가공된 표면과 정밀 인터페이스는 보관 및 운송 중에 제거 가능한 방부제로 보호되며, 장착 표면의 치수 정확도를 복원하기 위해 설치 중에 제거됩니다.
발전기 프레임 생산에 대한 품질 보증 및 인증
풍력 터빈 발전기 프레임은 터빈 설계를 상업적으로 배포하기 전에 승인이 필요한 DNV, Bureau Veritas, TÜV SÜD 및 Lloyd's Register를 포함한 독립 형식 인증 기관의 인증 요구 사항이 적용되는 안전에 중요한 구성 요소입니다. 발전기 프레임 생산에 대한 품질 보증 요구 사항은 그에 따라 엄격하여 모든 제조 단계에서 자재 추적성, 비파괴 검사, 치수 검사 및 문서화된 프로세스 제어를 포괄합니다.
- 소재 인증 — 모든 구조용 강판 및 섹션에는 EN 10204 3.2 재료 테스트 인증서가 제공되어야 하며, 이 인증서는 독립 검사 기관의 검증을 거쳐 지정된 테스트 온도에서 화학적 조성, 기계적 특성 및 충격 테스트 결과를 확인합니다.
- 용접 절차 및 용접공 자격 — 모든 구조 용접은 EN ISO 15614에 따라 개발 및 테스트된 적격 용접 절차 사양(WPS)에 따라 수행되어야 하며, 모든 용접공은 관련 용접 공정, 재료 그룹 및 접합 구성에 대한 최신 자격 인증서를 보유하고 있어야 합니다.
- 비파괴검사(NDE) — 응력이 높은 위치의 완전 관통 용접은 내부 결함을 감지하기 위해 초음파 테스트(UT) 또는 방사선 사진 테스트(RT)를 거칩니다. 자분탐상시험(MT)은 피로 파괴를 유발할 수 있는 표면 파손 및 표면 근처 균열을 감지하기 위해 모든 용접 발가락과 높은 응력 표면 영역에 적용됩니다.
- 치수검사 보고서 — 모든 중요한 기능에 대한 CMM 측정을 사용하여 생성된 전체 차원 검사 보고서는 각 발전기 프레임에 대해 생성되고 터빈의 인증 문서를 지원하고 향후 상태 평가를 위한 기준을 제공하는 품질 기록으로 유지됩니다.
-

귀하의 이메일 주소는 공개되지 않습니다. 필수 필드는 *로 표시됩니다.






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 전화/전화:
+86-18861576796 +86-18261588866
전화/전화:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
