 kr
kr
실리콘 강철 변압기 코어 구매 가이드
핵심 재료 및 가공이 변압기 성능을 정의하는 이유
모든 변압기에서 코어는 단순한 구조적 구성 요소가 아닙니다. 전기 에너지가 1차 권선에서 2차 권선으로 얼마나 효율적으로 이동하는지를 결정하는 것은 자기 엔진입니다. 코어 재료, 입자 방향, 적층 형상 및 후처리 처리의 선택은 작동 중 열로 손실되는 에너지의 양, 부하 시 장치가 생성하는 음향 소음의 양, 수십 년에 걸친 서비스 수명 동안 변압기가 얼마나 안정적으로 작동하는지를 직접적으로 결정합니다. 전력 변압기, 변류기, 리액터 및 배전 장비용 코어를 지정하는 엔지니어의 경우 이러한 변수를 이해하는 것은 학술적인 것이 아닙니다. 이는 시스템 효율성, 운영 비용 및 점점 더 엄격해지는 에너지 표준 준수로 직접적으로 해석됩니다.
에이 실리콘 강철 변압기 코어 높은 투자율, 제어된 포화 자속 밀도, 낮은 히스테리시스 손실, 정확한 적층 형상으로 처리할 수 있는 능력 등 시중에서 판매되는 다른 어떤 재료도 규모에 따라 비교할 수 없는 특성의 조합을 제공합니다. 적절한 입자 방향 및 표면 처리를 통해 제조된 실리콘 강철 코어는 대부분의 그리드 연결 전기 장비를 정의하는 전력 주파수 범위(50/60Hz)에서 대체 제품보다 지속적으로 성능이 뛰어납니다.
지향성 실리콘강과 무방향성 실리콘강: 올바른 등급 선택
사용되는 실리콘강 변압기 코어 근본적으로 다른 두 가지 미세 구조 형태로 제공되며 각각은 서로 다른 응용 분야에 적합합니다. 이들 간의 차이는 자기 성능뿐만 아니라 원시 스트립 재료를 완성된 라미네이션으로 변환하는 데 필요한 제조 공정에도 영향을 미칩니다.
방향성 실리콘강
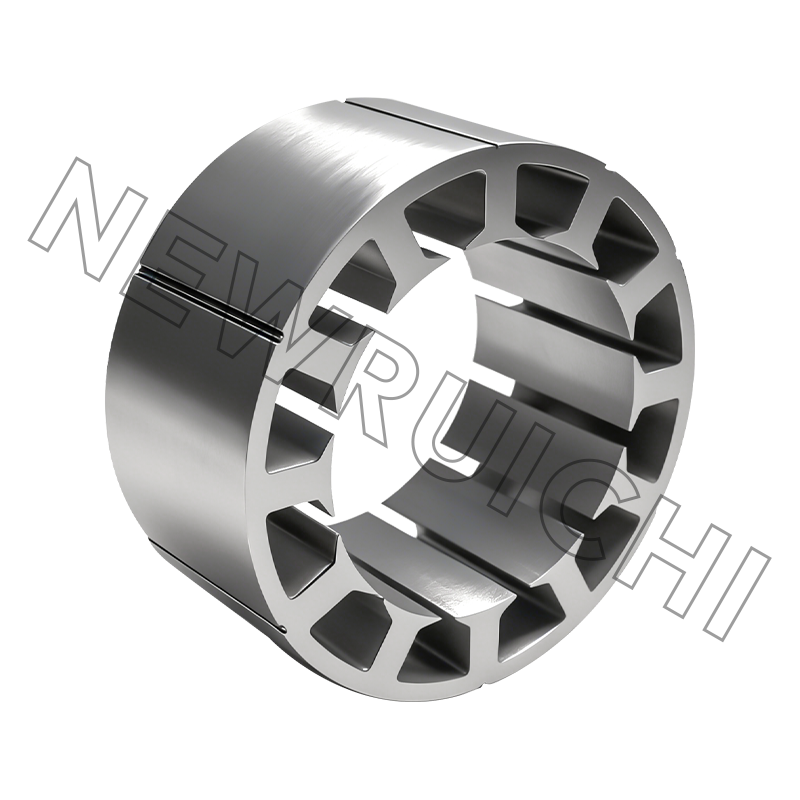
GO(결정립 방향) 규소강은 주로 압연 방향을 따라 재료의 자구를 정렬하는 신중하게 제어되는 압연 및 어닐링 순서를 통해 생산됩니다. 이러한 정렬은 GO 강에 정의된 특성을 부여합니다. 즉, 자속이 압연 방향과 평행하게 흐를 때 매우 낮은 코어 손실과 높은 투자율입니다. 실제로 이는 GO 강철이 자속 경로가 잘 정의되고 본질적으로 단방향인 변압기 림 및 요크에서 최고의 성능을 제공한다는 것을 의미합니다.
최신 고투자율(HiB) 등급의 입자 지향 실리콘강은 1.7T 및 50Hz에서 0.85W/kg의 낮은 코어 손실과 설계자가 자기 성능을 저하시키지 않고 코어 단면적과 전체 변압기 무게를 줄일 수 있는 투자율 값을 달성합니다. 이러한 특성으로 인해 GO 실리콘강은 대형 전력 변압기, 배전 변압기 및 EU Tier 2 또는 DOE 표준과 같은 효율성 요구 사항을 충족하기 위해 무부하 손실을 최소화해야 하는 모든 응용 분야에 선택되는 재료입니다.
무방향성 실리콘강
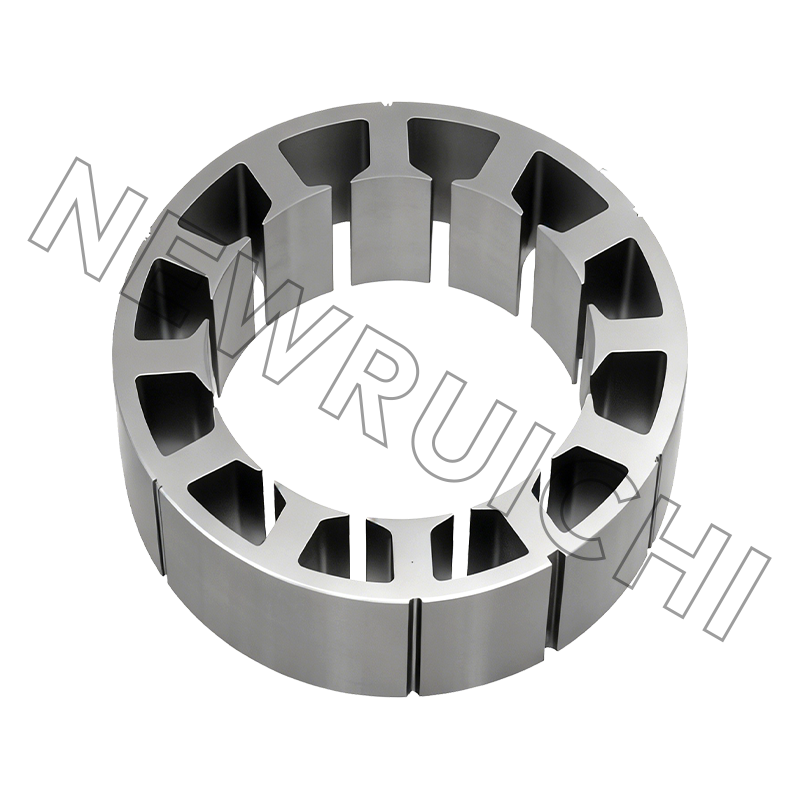
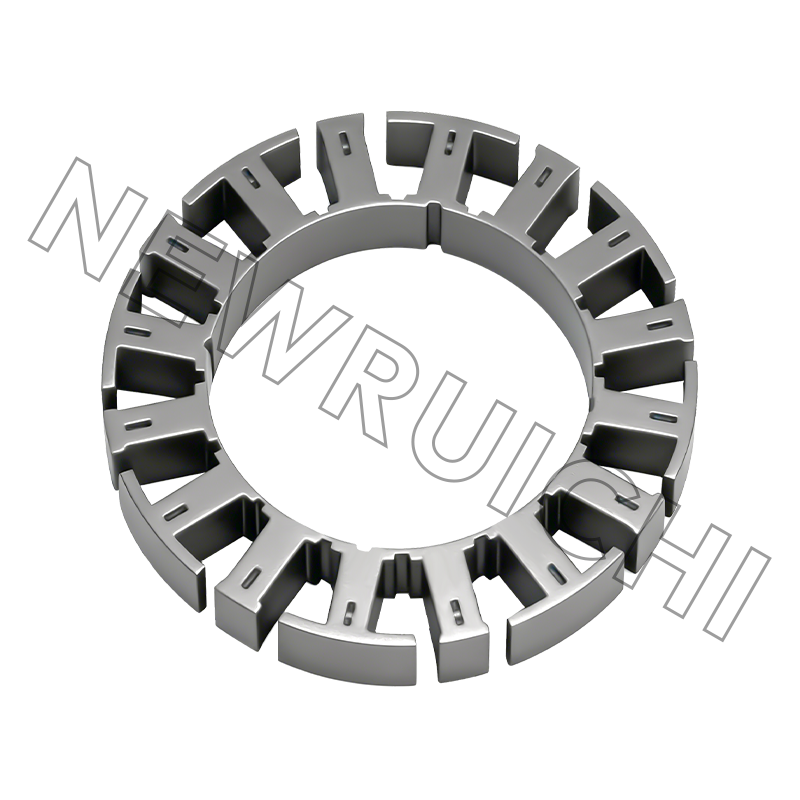
무방향성(NO) 규소강은 보다 무작위화된 입자 구조를 갖고 있어 시트 평면 내 모든 방향에서 보다 균일한 자기 특성을 제공합니다. 이러한 등방성은 회전 기계, 복잡한 자속 기하학적 구조를 가진 리액터 및 특정 변류기 설계와 같이 자속 경로의 방향이 바뀌는 응용 분야에 적합합니다. NO 강은 동일한 유도 수준에서 GO 등급보다 코어 손실이 높지만 등방성 동작은 전체 자기 회로에서 단일 자속 방향을 유지할 수 없는 형상의 코어 설계를 단순화합니다.
자속 경로가 다양한 각도로 여러 가지를 통과할 수 있는 원자로 코어의 경우 무방향성 실리콘강은 자기 성능과 제조 유연성의 실질적인 균형을 제공합니다. 또한 이는 토로이드 또는 링 형상이 자속이 단일 선형 방향이 아닌 코어 둘레를 따라 이동함을 의미하는 변류기 코어에도 광범위하게 사용됩니다.
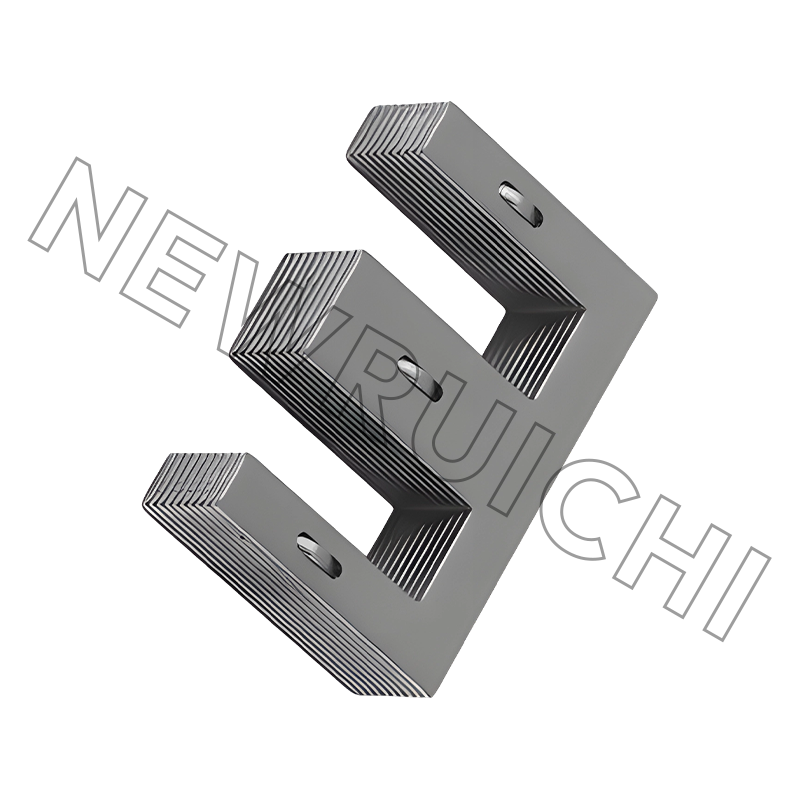
정밀 스탬핑으로 고품질 변압기 적층 코어를 만드는 방법
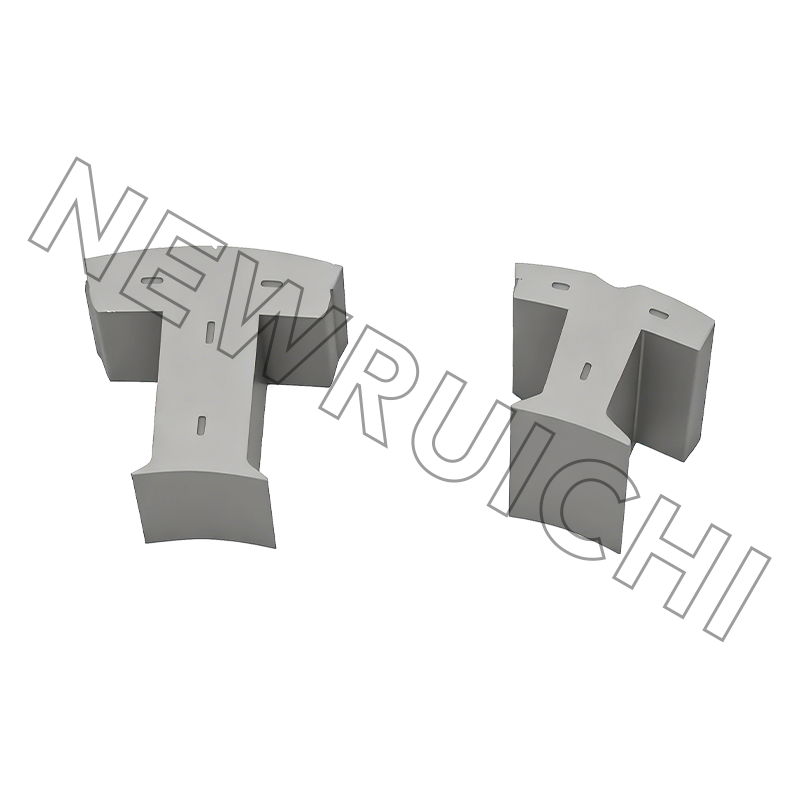
실리콘 강철 스트립에서 완성된 변압기 적층 코어까지의 경로는 여러 제조 단계를 거치며, 각 단계는 코어의 최종 자기 및 음향 성능에 측정 가능한 결과를 가져옵니다. 스탬핑(펀칭 또는 블랭킹이라고도 함)은 압연 스트립에서 개별 라미네이션 모양을 절단하는 프로세스입니다. 이 작업의 품질은 각 적층의 치수 정확도, 절단 가장자리의 상태, 궁극적으로 조립된 스택의 균일성을 결정합니다.
정밀 스탬핑은 엄격한 공차로 유지되는 경화 다이 세트를 사용하며 일반적으로 코너 반경, 슬롯 폭, 스텝 랩 조인트 각도와 같은 중요한 기능에 대해 ±0.05mm 이내의 치수 정확도를 유지합니다. 개별 강철 조각이 서로 맞대거나 겹치는 적층 스택의 접합 영역이 코어 손실 증가와 가청 소음의 주요 원인이기 때문에 이러한 정밀도 수준이 중요합니다. 부정확한 스탬핑은 이러한 조인트에 틈과 정렬 불량을 만들어 플럭스가 에어 갭을 가로지르게 하고 국부적인 가열과 자기 변형 진동을 발생시킵니다.
연속적인 적층 레이어가 고정된 증분만큼 오프셋되는 스텝 랩 조인트 설계는 조인트 저항을 여러 레이어에 분산시키고 소음과 손실을 유발하는 자속 밀도 피크를 크게 줄입니다. 전체 생산 과정에서 일관된 스텝 랩 형상을 달성하려면 수백만 주기에 걸쳐 정확성을 유지하는 스탬핑 툴링이 필요합니다. 이는 정밀 라미네이션 제조업체와 일반 상품 공급업체를 구분하는 표준입니다.
낮은 코어 손실 달성에서 어닐링의 역할
스탬핑은 다이 접촉이 일어나는 적층 영역과 절단 모서리를 따라 실리콘강에 소성 변형을 일으킵니다. 이러한 변형은 재료의 입자 구조를 파괴하여 히스테리시스 손실을 증가시키고 영향을 받는 영역의 투과성을 감소시키는 잔류 응력을 생성합니다. 얇은 적층(0.23~0.35mm)의 경우 모서리 손상에 의해 영향을 받는 단면의 비율이 중요할 수 있으므로 응력 완화가 중요한 후처리 단계가 됩니다.
에이nnealing addresses this by heating the stamped laminations to a temperature typically between 750°C and 850°C in a controlled atmosphere—usually nitrogen or hydrogen—for a defined dwell time, then cooling at a controlled rate. This thermal cycle allows the dislocated grain boundaries introduced by stamping to recover, restoring the magnetic properties of the steel close to its pre-stamping condition. In practice, properly annealed laminations show hysteresis loss reductions of 15–30% compared to unannealed parts, and a corresponding improvement in permeability that allows cores to operate at lower excitation current.
어닐링 분위기도 마찬가지로 중요합니다. 어닐링 중 산소 오염은 적층 표면의 절연 코팅을 저하시켜 층 간 와전류 경로를 증가시키고 총 코어 손실을 증가시킵니다. 불활성 또는 환원 가스 환경에서 제어된 분위기 어닐링은 층간 절연을 보존하고 응력 완화 처리의 모든 이점을 유지합니다.
성능 비교: 재료 및 등급별 철손
다음 표에는 변압기 적층 코어 제조에 사용되는 일반 규소강 등급에 대한 일반적인 코어 손실 값이 요약되어 있으며 1.5T 및 50Hz에서 테스트되었습니다. 이 값은 히스테리시스와 와전류 구성요소를 모두 결합한 총 특정 코어 손실(W/kg)을 나타냅니다.
| 재료 유형 | 등급 예 | 두께(mm) | 1.5T/50Hz에서의 코어 손실(W/kg) | 일반적인 응용 |
| HiB 곡물 지향 | 27RGH095 | 0.27 | 0.95 | 대형 전력 변압기 |
| 표준 곡물 지향 | 120년 30분기 | 0.30 | 1.20 | 배전 변압기 |
| 비지향성(저손실) | 35WW250 | 0.35 | 2.50 | 리액터, 변류기 |
| 무방향성(표준) | 50W470 | 0.50 | 4.70 | 소형 변압기, 릴레이 |
에이pplications of Low Core Loss Silicon Steel Transformer Cores
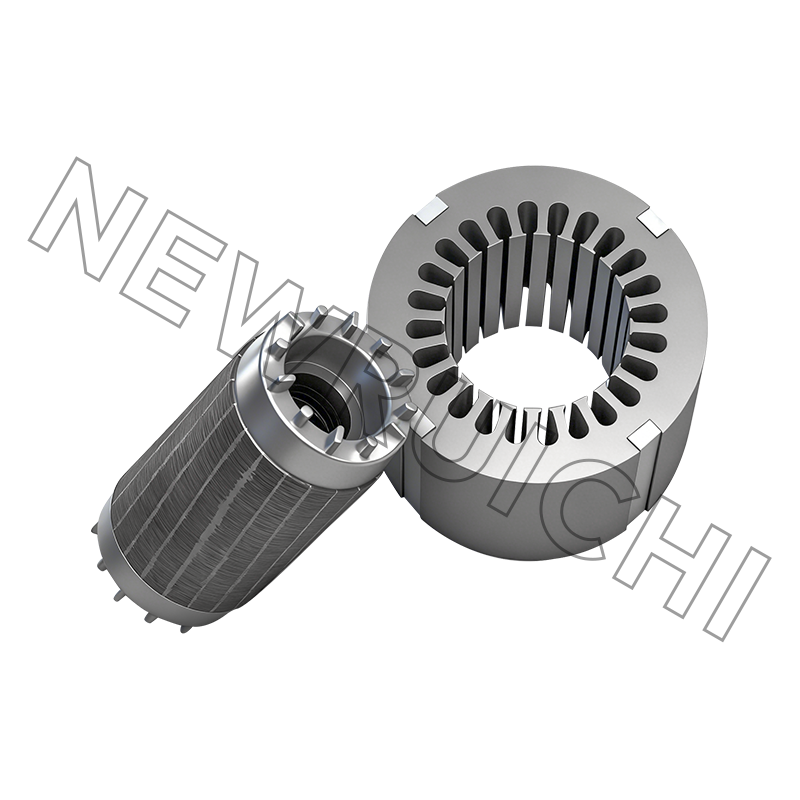
낮은 코어 손실 실리콘 강철 변압기 코어에 대한 수요는 규제 압력, 운영 경제성 및 소음 민감도에 의해 좌우됩니다. 이러한 요소는 애플리케이션에 따라 다르지만 전력 변환 장비를 사용하는 모든 주요 부문에 걸쳐 존재합니다.
- 송전 및 배전 변압기: 배전 변압기의 무부하 손실은 부하에 관계없이 연간 8,760시간 동안 지속적으로 실행됩니다. 전체 변압기 전체에서 특정 코어 손실이 0.1W/kg 감소하면 그리드 수준에서 측정 가능한 에너지 절감이 가능해집니다. 이것이 바로 효율성 계층(배전 변압기의 경우 IE1~IE3)이 주요 시장에서 필수가 되는 이유입니다.
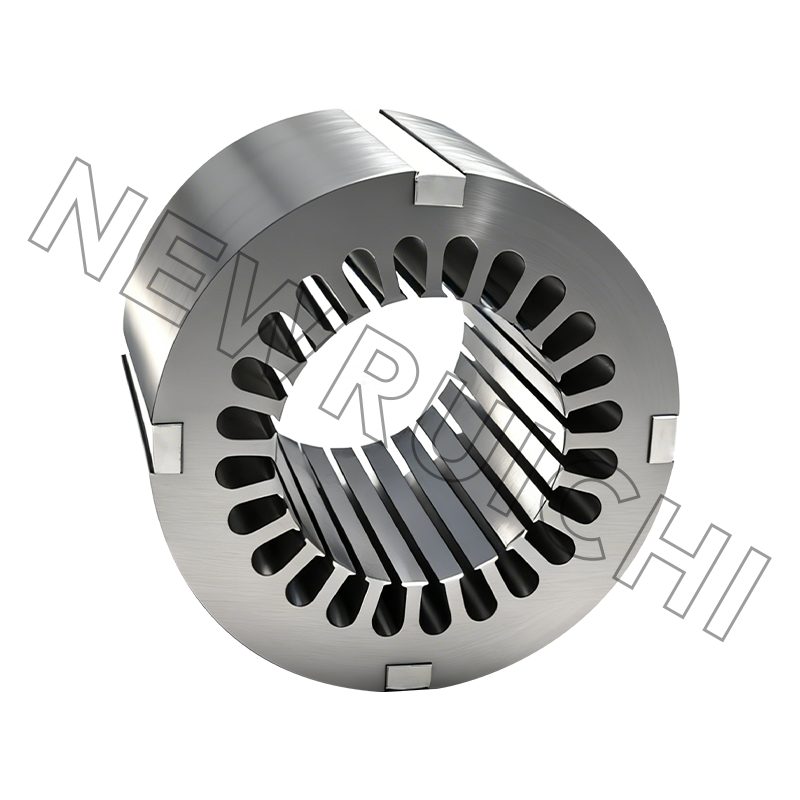
- 변류기: 에이ccuracy class compliance (IEC 61869) depends on the core's magnetic linearity and low excitation current. A transformer lamination core with high permeability and low hysteresis loss allows current transformers to maintain measurement accuracy across a wide primary current range without excessive secondary burden.
- 리액터 및 인덕터: 에이ir-gap reactors used in power factor correction, harmonic filtering, and variable frequency drives require cores that maintain stable permeability under DC bias and AC ripple simultaneously. Non-oriented silicon steel cores with controlled air gaps provide the inductance stability these applications demand.
- 소음에 민감한 설치: 주거 지역, 병원, 데이터 센터에 설치된 변압기에는 엄격한 음향 방출 제한이 적용됩니다. 코어 손실이 낮은 재료는 본질적으로 자기 변형 변형을 덜 발생시키며, 스텝 랩 조인트를 사용한 정밀 스탬핑은 이러한 변형을 가청 소리로 변환하는 기계적 자극을 최소화합니다.
실리콘강 변압기 코어를 소싱할 때 확인해야 할 주요 요소
변압기 적층 코어 공급업체를 평가할 때 다음 기술 사양은 명목상의 주장으로 받아들여지기보다는 테스트 데이터를 통해 확인되어야 합니다.
- 코어 손실 테스트 인증서: 에이sk for Epstein frame or single sheet tester (SST) measurements at the induction levels and frequencies relevant to your design, not only at the standard 1.5 T/50 Hz reference point.
- 적층 표면 절연 저항: 층간 절연 코팅 무결성은 프랭클린 테스터 또는 이에 상응하는 도구로 확인해야 하며 결과는 ohm·cm² 단위로 보고됩니다.
- 치수 검사 보고서: 각 생산 배치에 대해 중요한 치수(특히 조인트 간격, 스텝 랩 오프셋 일관성 및 적층 평탄도)를 문서화해야 합니다.
- 에이nnealing process documentation: 스탬핑 후 어닐링이 통제된 분위기에서 수행되고 온도 프로파일이 기록되어 각 생산 로트까지 추적 가능한지 확인하십시오.
- 재료 추적성: 사용된 실리콘 강철 스트립은 IEC 60404 또는 동등한 국가 표준에 따라 문서화된 자기 특성을 갖춘 인증된 공장으로 추적 가능해야 합니다.
변압기 코어가 30년 이상 지속적으로 작동하는 송전 및 배전 인프라의 경우, 프로세스 문서와 독립적인 테스트 데이터를 바탕으로 검증된 낮은 코어 손실 실리콘 강철 변압기 코어 구성 요소를 지정하는 것은 조달 팀이 총 수명 주기 비용을 줄이고 그리드 효율성 목표를 달성하기 위해 취할 수 있는 가장 효과적인 단일 단계입니다.

귀하의 이메일 주소는 공개되지 않습니다. 필수 필드는 *로 표시됩니다.






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 전화/전화:
+86-18861576796 +86-18261588866
전화/전화:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
