 kr
kr
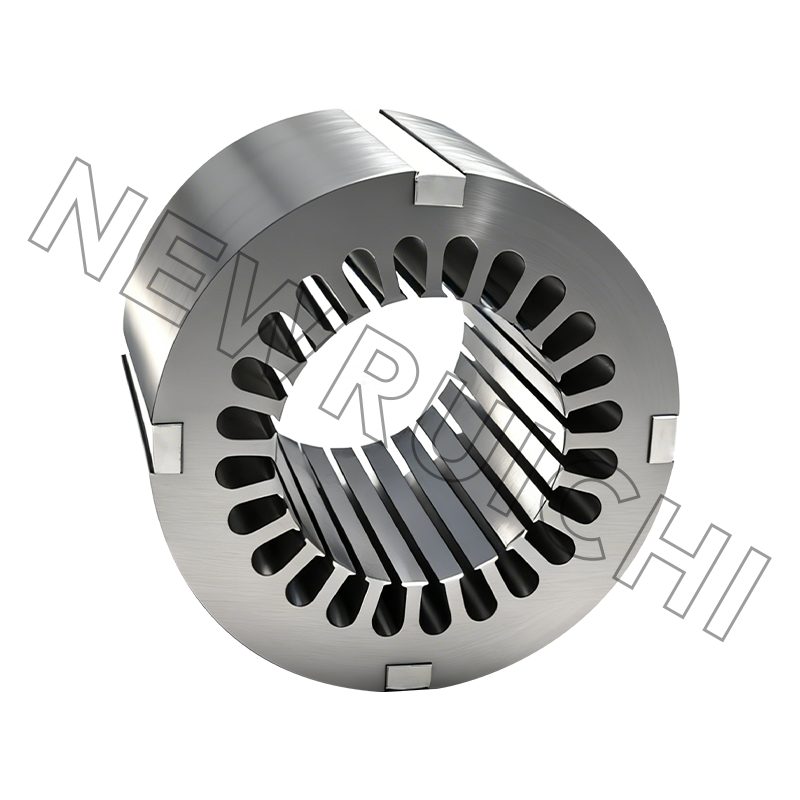
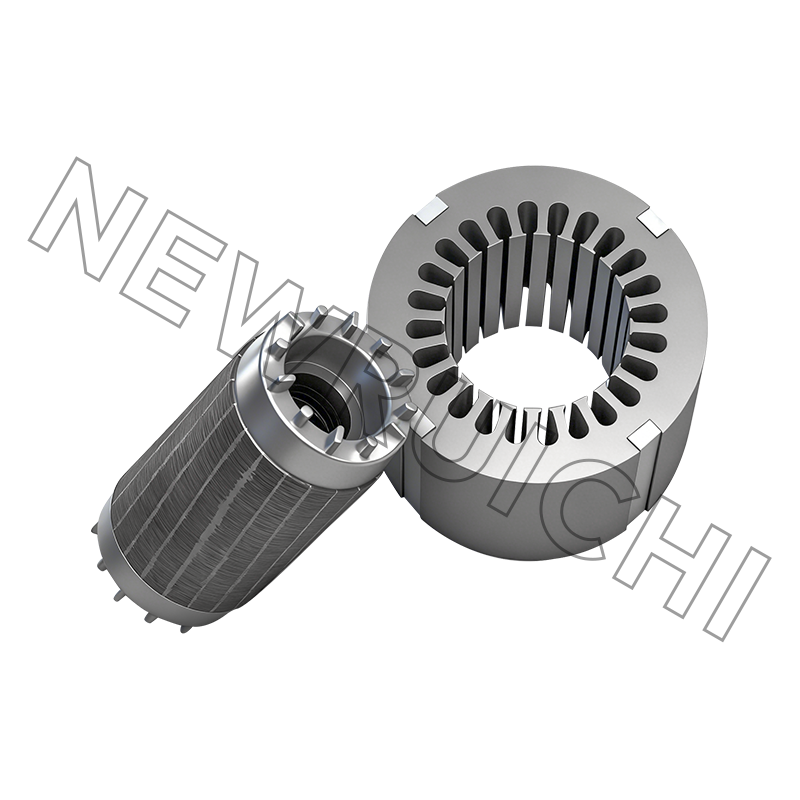
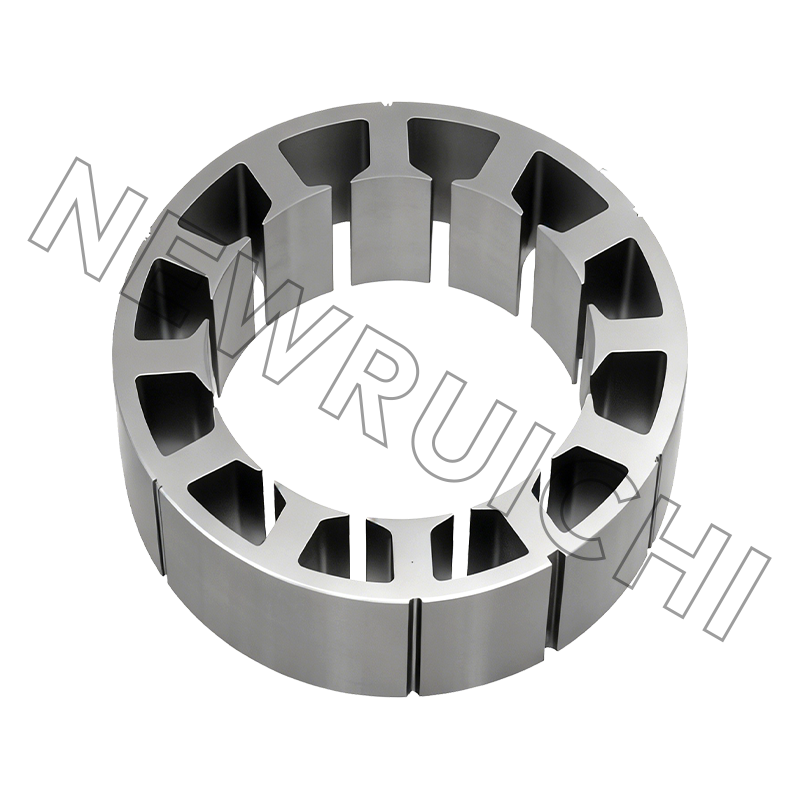
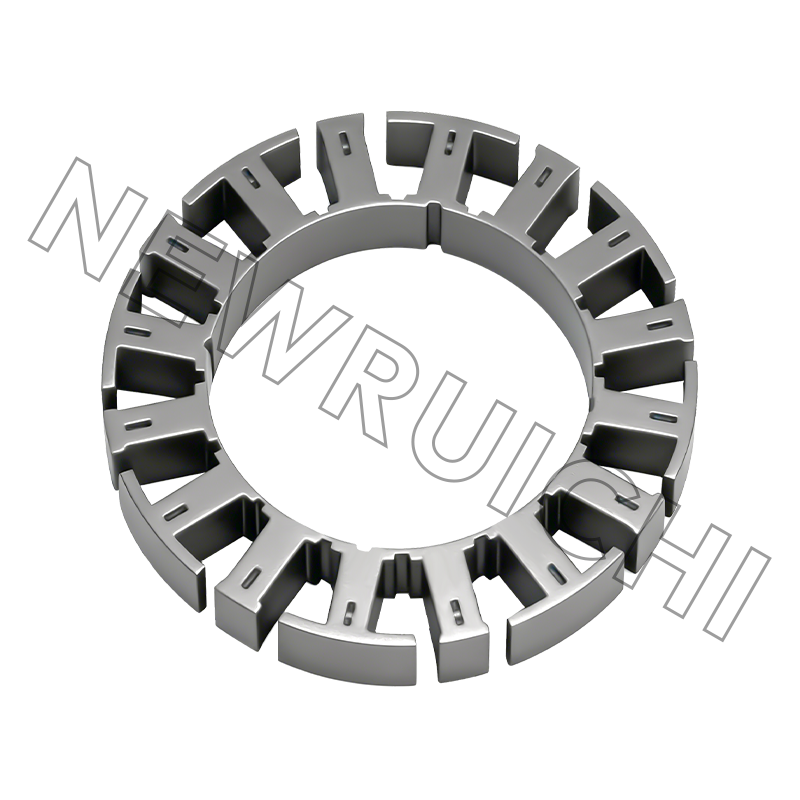
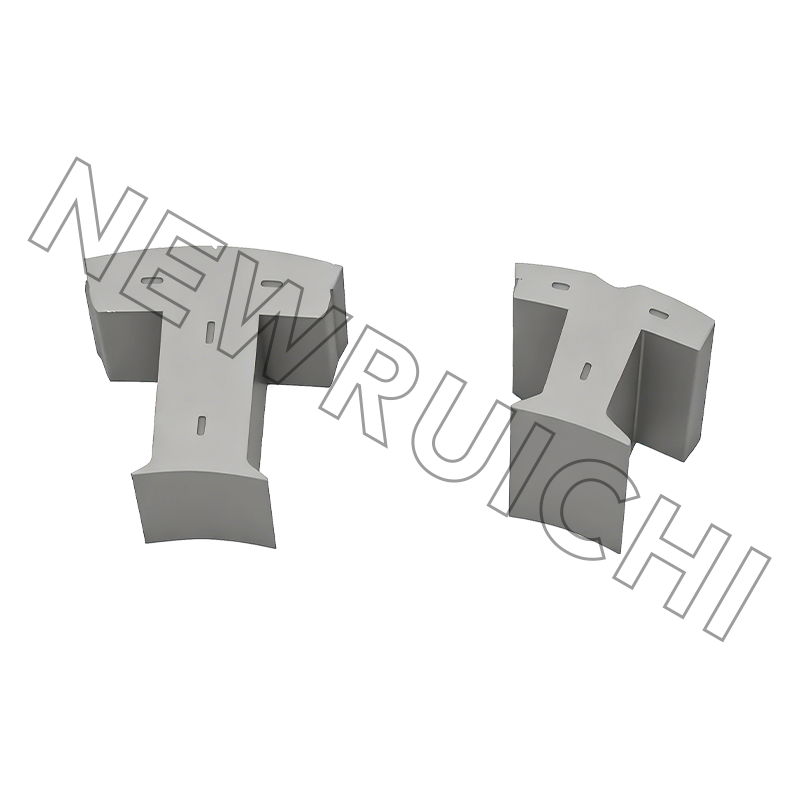
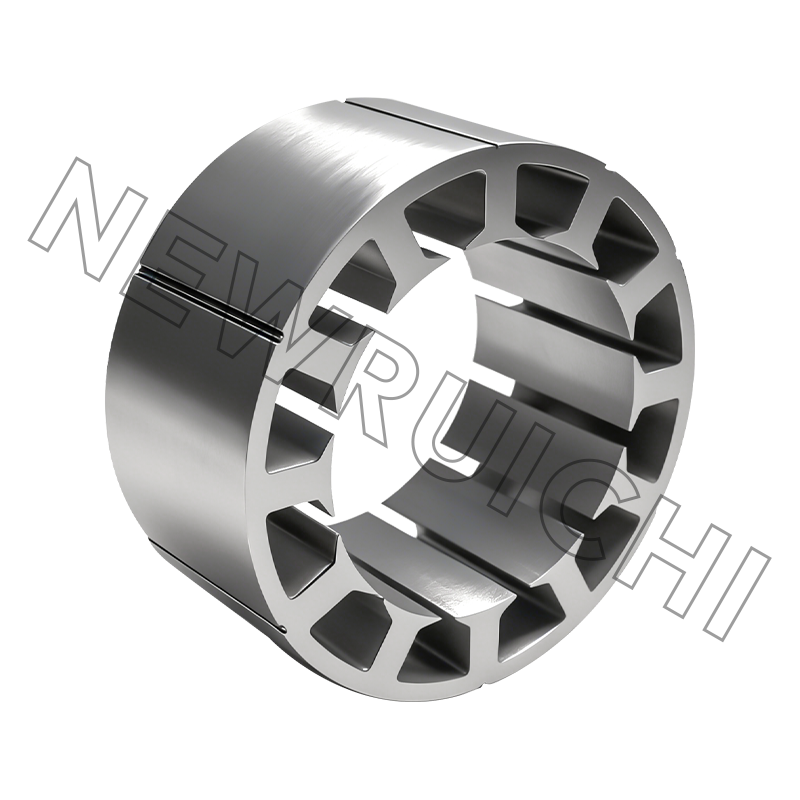
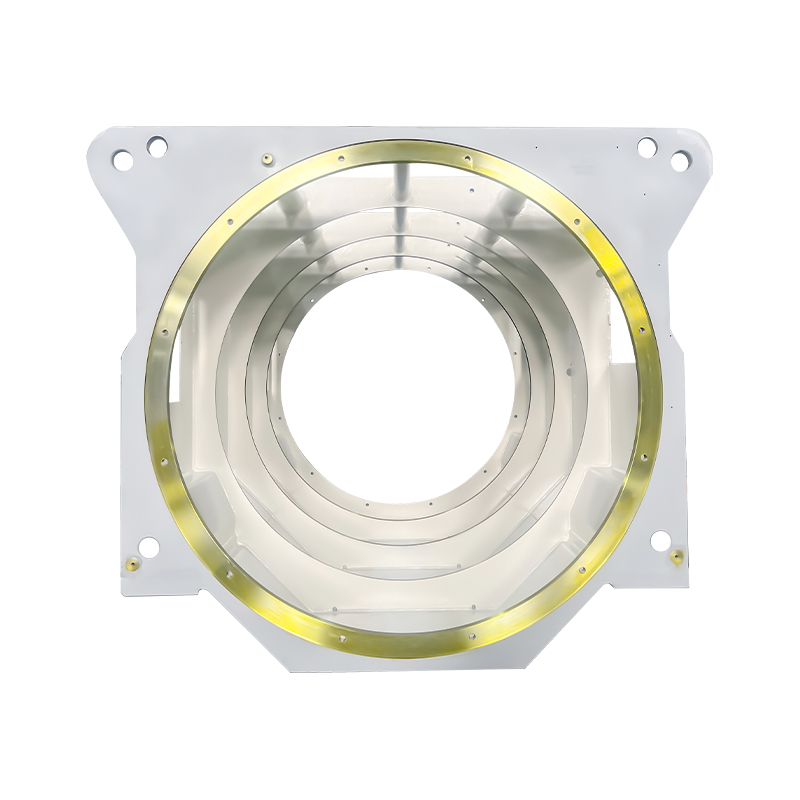
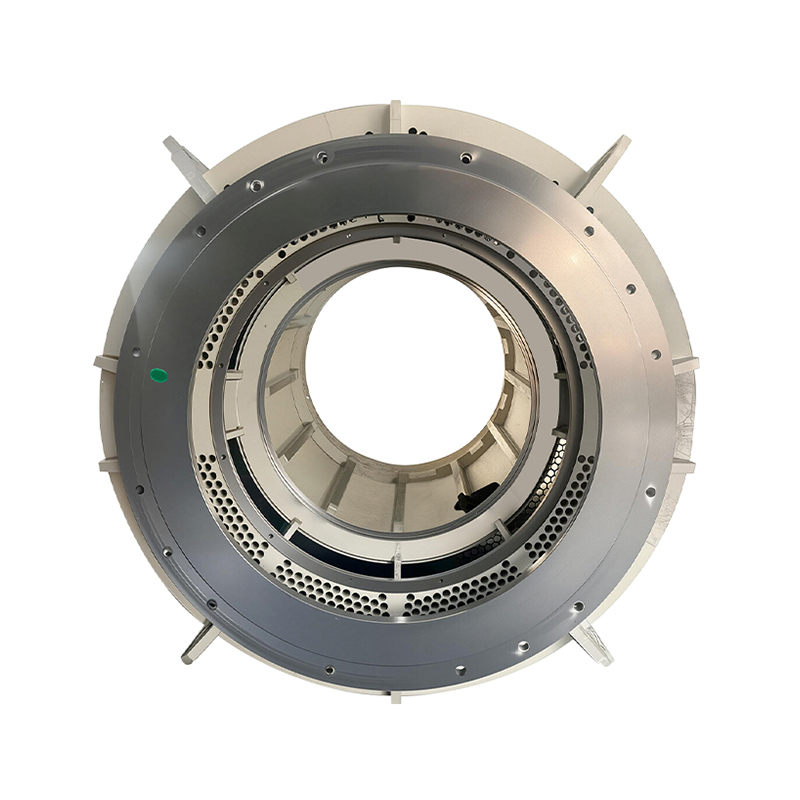
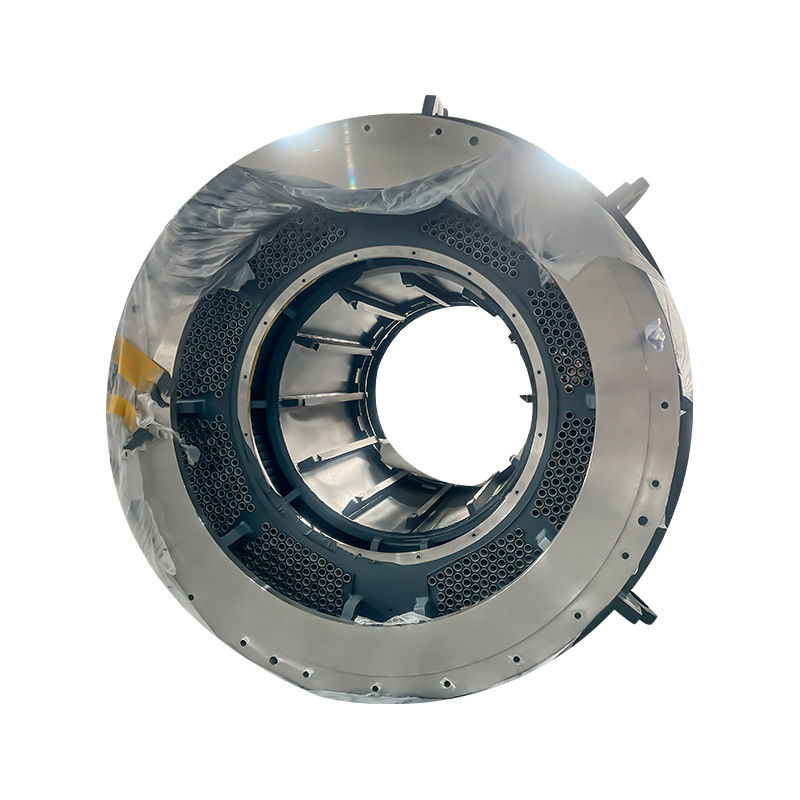
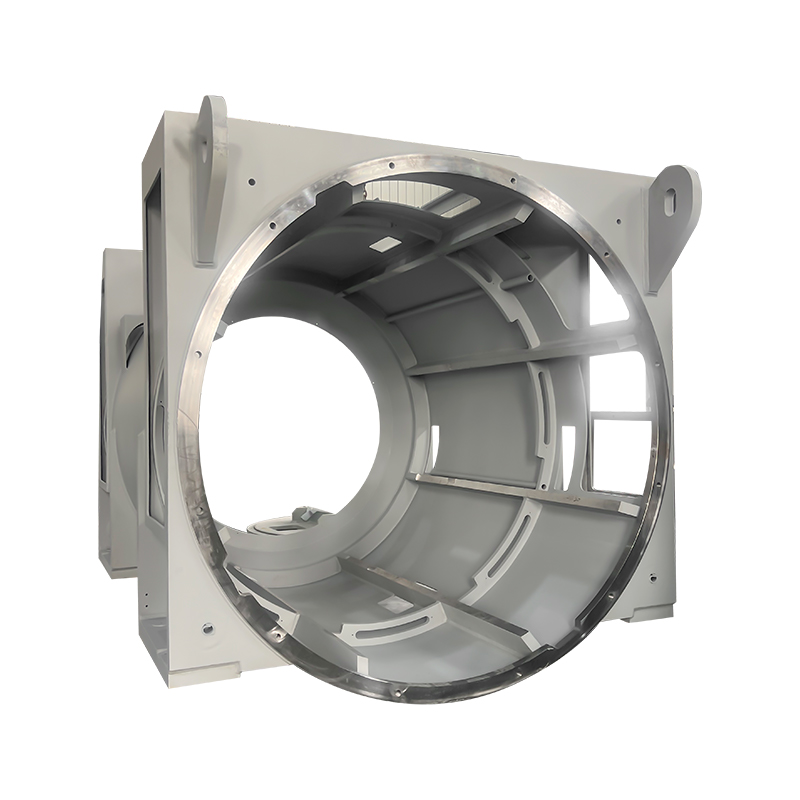
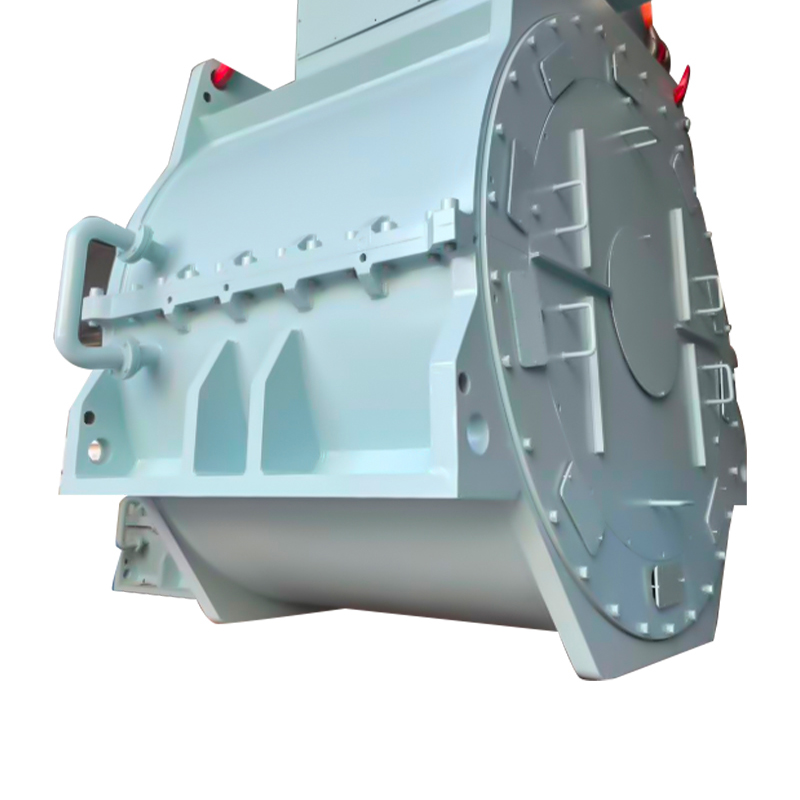
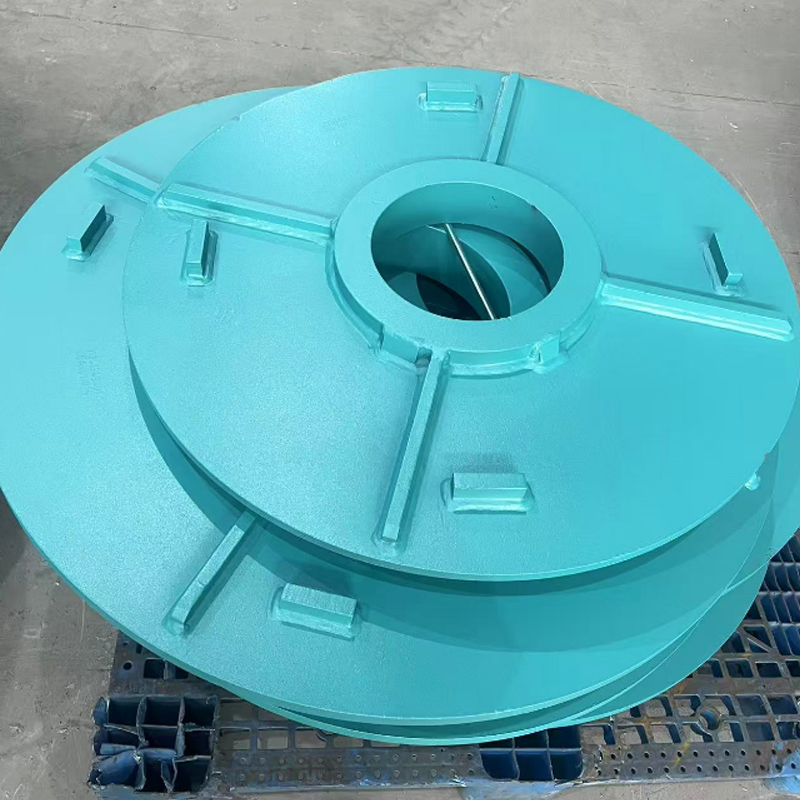
모터 고정자 코어 및 전기 모터 적층 설명
새로운 루이치 제품






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() 전화/전화:
+86-18861576796 +86-18261588866
전화/전화:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
